液壓管和管路的接頭是最常用的,有三種不同類型的端口螺紋:
1) SAE 直螺紋「O 形環 2) ISO 公制螺紋「O 型環 3) 國內管路螺紋
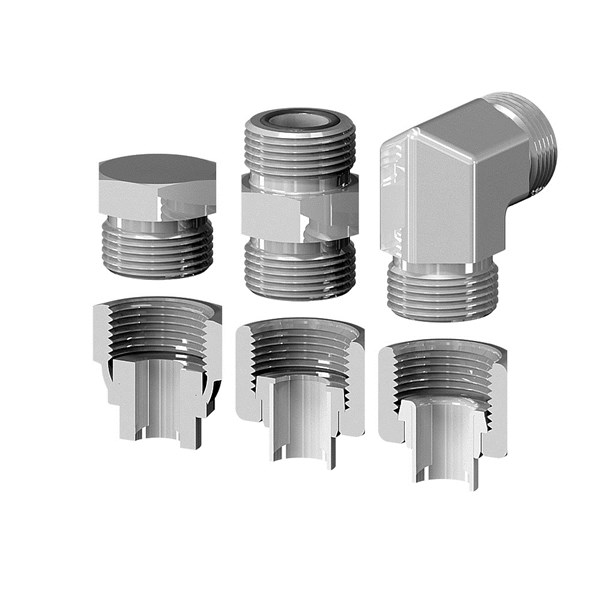
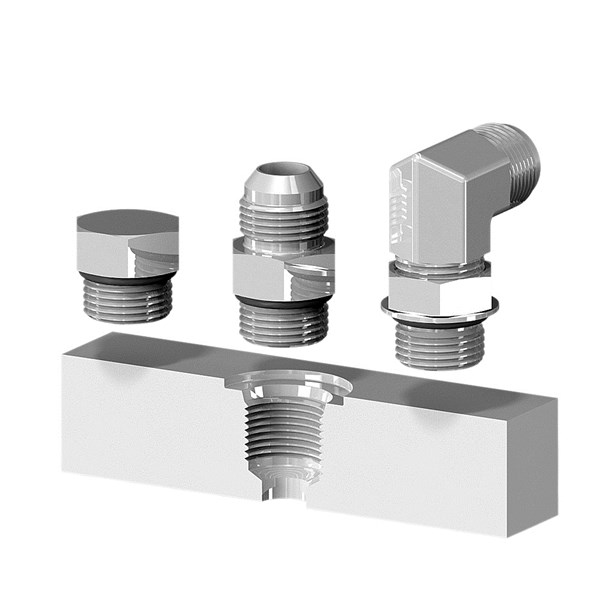
SAE 直螺紋「O 形環端口
SAE 直螺紋可以針對可調整或不可調整式液壓接頭進行機械加工。 經仔細加工的內部和外部 UN/UNF 直螺紋,可提供液壓接頭安裝高壓液壓系統時的固定能力。
SAE 直螺紋密封能力來自於使用高品質的 SAE-J514 所指定的 90 級硬度丁腈橡膠「O
形環。 在裝配過程中,直螺紋提供造型接頭的可調整性,造型接頭的可操作性和對準在抽製管線的配管走線是必要的。
具備 SAE 直螺紋的液壓管接頭與已正確安裝後,液壓「O
形環因夾在液壓接頭母端口與公端的斜角凹槽間而提供高壓密封。
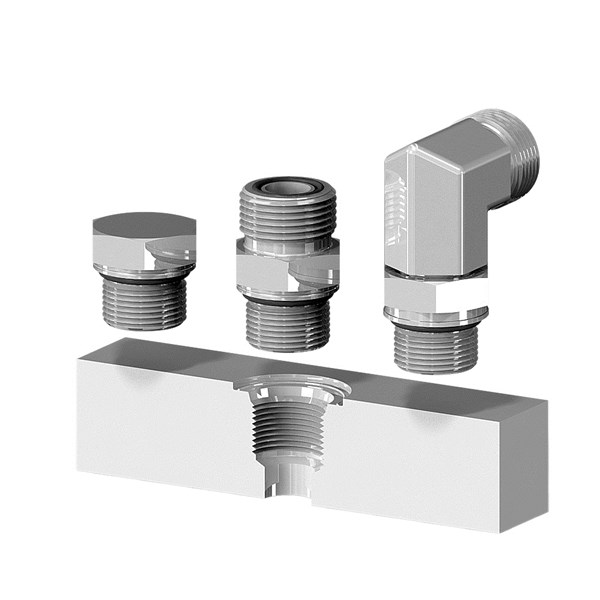
組裝說明
- 檢查液壓接頭及配套端口,以確保「O
- 形環沒有異物或刮痕而引起洩漏。
- 在「O
- 形環上薄薄塗一層油或液壓油潤滑。
- 在接頭上可調螺紋處,將防鬆螺帽盡可能退到最後,並且將接頭鎖入端口直到平的緩衝墊圈與端口表面接觸。
- 將接頭朝正確的方向鬆開,以將可調接頭對準抽製管組件的末端。 (切勿鬆開超過一整圈。)
- 用扳手將接頭固定在所需的位置,以適當的扭矩值擰緊防鬆螺帽,如可調 SAE 螺紋扭矩圖表所示。
- 目視檢查接頭組件,以確認該「O
- 形環已正確落在母端口的斜角凹槽且緩衝墊圈平貼在端口表面。裝配前要先檢查螺紋,以確保公螺紋和母端口都無毛刺和其他異物。 安裝接頭前,應潤滑液壓「O
- 形環以避免在安裝時「O
- 形環受到破壞。 以鍛造方式加工的液壓接頭,可能會有比下圖所示更高的裝配扭矩值。 (參見下圖正確安裝範例。)
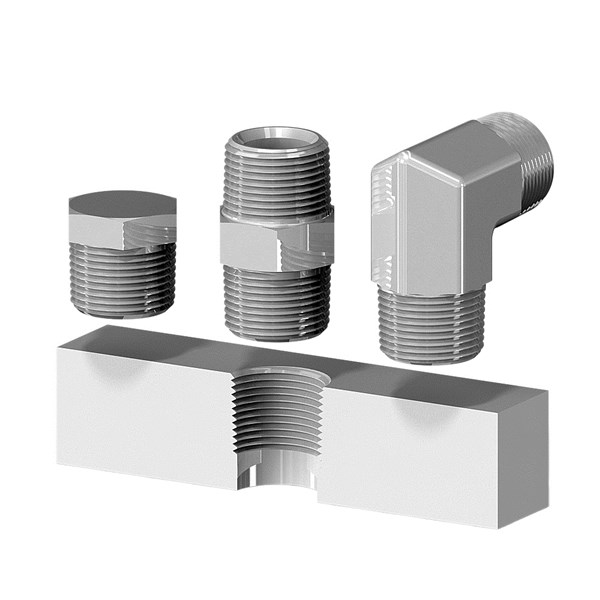
無油密封管路螺紋
NPTF 螺紋成形時具有 3/4" 錐度與密合的加工公差,以提供在螺紋的牙頂和根部以及側面接觸。 螺紋牙頂、根部和牙側的金屬對金屬密封總體可提供一個完整的密封,以幫助防止螺旋洩漏的可能性。 NPTF 螺紋也提供了連接處的夾持能力,
在高壓使用時,這會限制與母端口接觸的螺紋密封件的
可靠度。
對於液壓系統中有持續振動流過的高壓應用,建議使用具備 SAE 直螺紋的液壓接頭連接到公或母端口。
組裝說明
- 目視檢查接頭和配合端口,並清除任何可能存在的毛刺或異物。
- 必要時,在配合螺紋上塗上螺紋密封劑。 不可將螺紋密封劑塗抹到公螺紋的前段 1/3,以避免在連接接頭時密封劑進入系統,而保持該液壓系統不被密封劑污染。
- 將接頭安裝到手可擰緊的位置。 在手可擰緊的位置後,再使用扳手轉動接頭約 2 - 2 1/2 圈。 (參見下圖正確安裝範例。)
(Face Seal Assembly Size-2.eps)
(Pipe thread port Assembly.eps)
(Straight thread metric port Assembly.eps)
(Straight thread port Assembly.eps)