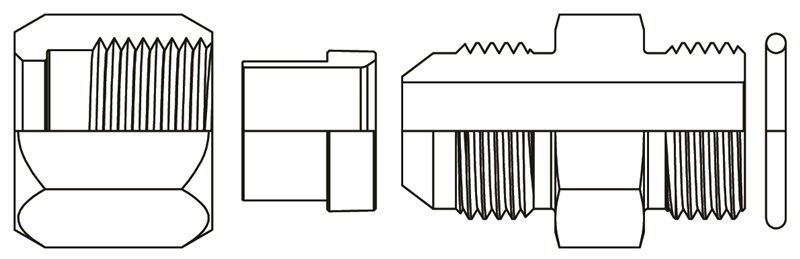
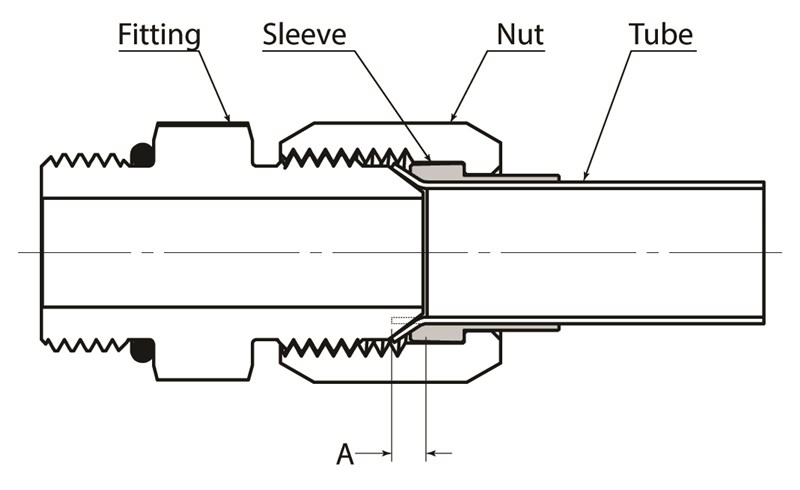
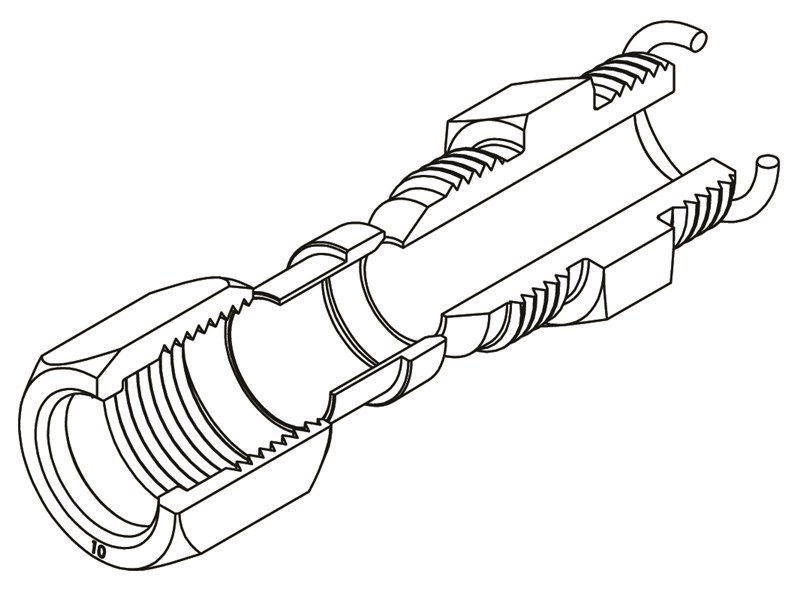
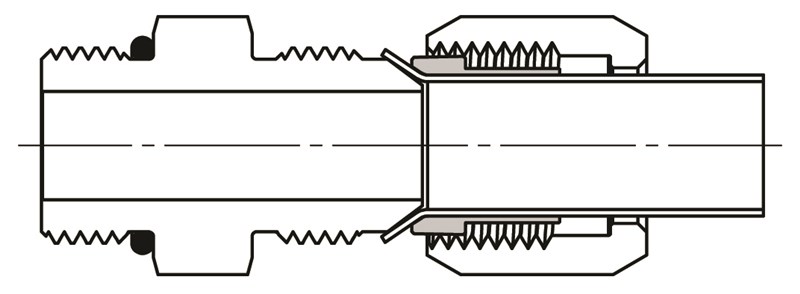
5000 系列接頭由三個主要零件構成: 本體、螺帽與套管。
本體 – 直通本體是以棒料加工製成。 造型接頭(彎頭、三通和四通)是以鍛造方式製成。
尺寸為 – 尺寸為 1/4”、3/8”、1/2”、5/8”、3/4” 與 1” 的管螺帽是以 1010 鋼冷成形製成。 尺寸為 1/8”、
3/16”、5/16”、7/8”、1-1/4”、1-1/2” 與 2” 是以 1045 熱鍛造製成。
抽製管套管 – 5000 系列接頭抽製管套管是以 12L14 棒料加工製成。
用於與加工機台、農業及推土機具、儀器、化學處理系統和其他大多數的高壓液壓應用
操作壓力最高可達 5000 PSI。 操作壓力將取決於抽製管和接頭的尺寸而有所不同。 (對於在 5000 PSI 或更高的極端壓力下使用的應用,請聯絡 World Wide Fittings。)
鋼 – 棒材 12L14、1045 冷成形 1010
不銹鋼 –316 型
亮面三價鋅
絕緣
管材尺寸度量是以十六分之一英吋為單位。 可選購的尺寸為 1/8” 到 2”。 訂購時,
必須先指定接頭端面,再指定管路螺紋或直螺紋末端。 除非在訂貨時客戶另有指定,在本節中的所有接頭都是以僅本體方式訂購的。 (關於指定以包含螺帽與套管的預裝整體組件來訂購接頭的詳細資訊,請聯絡 World Wide Fittings。)
5000 系列接頭符合 SAE J514 規範以及 MS
(軍用規格)。
- 裁切抽製管至適當長度,確保管子末端平整。 移除管末端所有的毛刺並徹底清潔。
- 將抽製管螺帽滑到管上,確保螺帽開口端朝向管末端方向, 然後將抽製管套管滑入管中,確保套管座朝管末端方向。
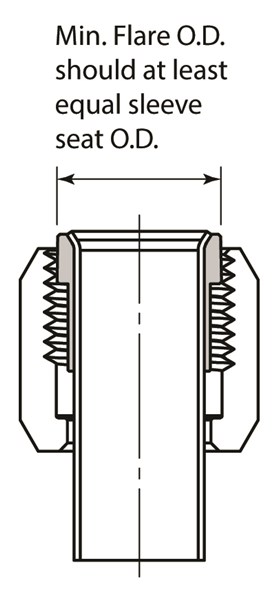
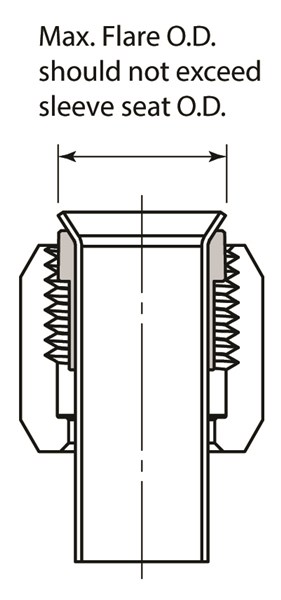
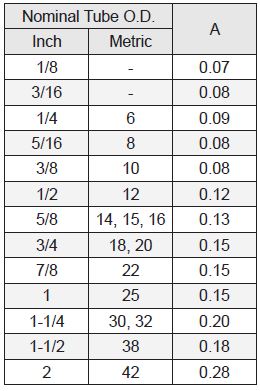
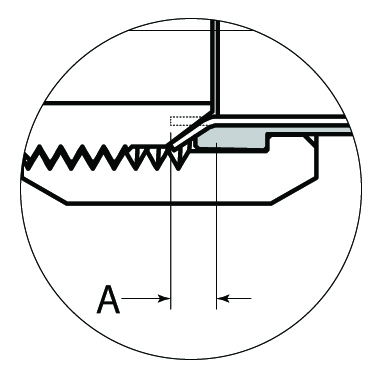
- 使用 37° 擴口工具,將管末端括口。 檢查擴口端尺寸是否超出公差,若超出可能導致擴口不足、擴口過量、壁厚減薄過度等狀況,對組裝後接頭的操作和品質造成影響。 (關於於擴口不足、擴口過量的範例,請參考抽製管擴口圖面。)
- 將套管拉高到擴口末端,然後將抽製管螺帽拉高套在套管與擴口末端上。
- 潤滑兩端螺帽與接頭本體上的螺紋,將擴口端對準接頭鼻端並將之組裝到手可擰緊的位置。
- 使用扳手擰緊該組件,直到螺帽卡緊,然後再擰緊螺帽多轉一到二平面。 (關於從端口和螺紋組件部分安裝 5000 系列接頭,請參考裝配扭矩圖。)
正確的組裝
不正確的組裝
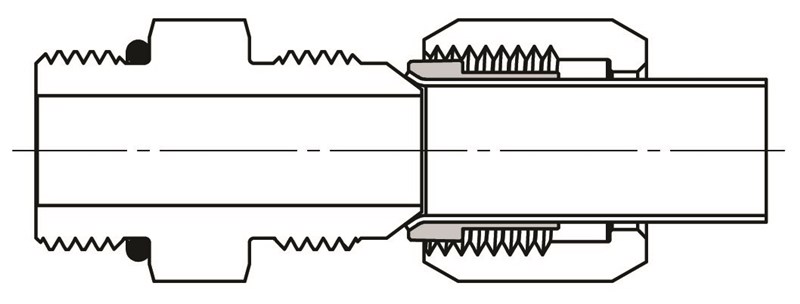
擴口不足會減少接觸面積,造成鼻端塌陷、滲漏;或在極端情況下,抽製管會在壓力下噴出。
擴口過量會導致抽製管螺帽的螺紋干擾,因而阻擋了組裝作業,或使得接合處鬆緊判斷錯誤而造成滲漏。