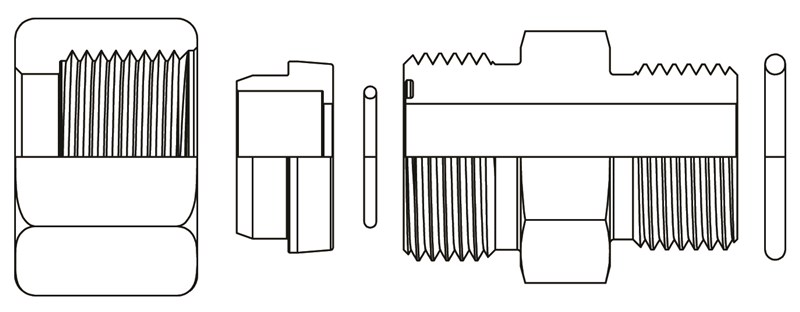
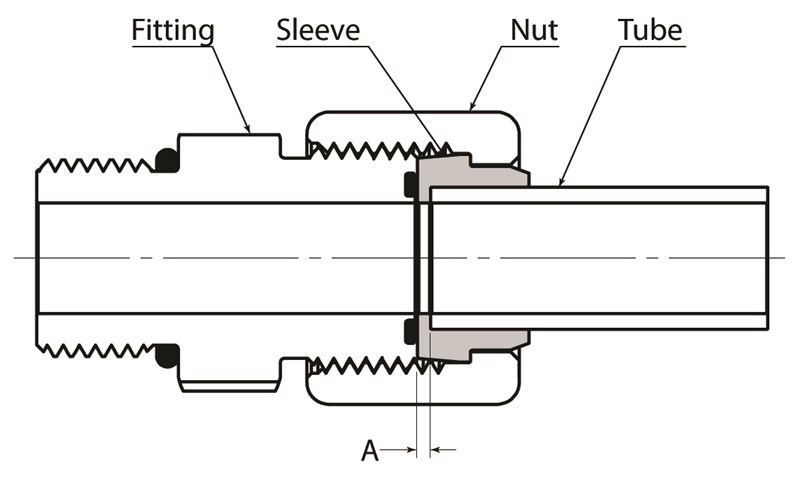
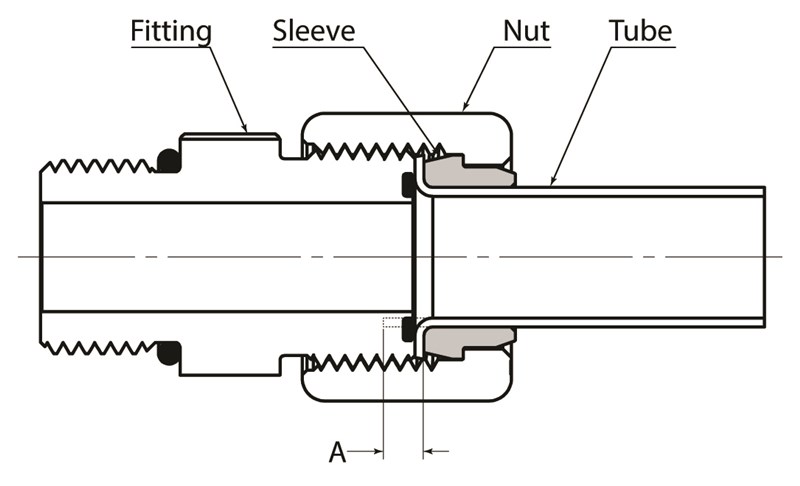
4000 系列「O」型環平面密封接頭包括四個主要組成部分: 本體、「O」形環、螺帽和套管。
本體 – 直通本體是以棒料加工製成。 造型接頭(彎頭、三通和四通)是以鍛造方式製成。
「O」形環 – 丁腈橡膠,硬度值 90
尺寸為 1/4”、3/8”、1/2”、3/4”、5/8” 與 1” 的「O」形環平面密封管螺帽是以 1010 鋼冷成形製成。 尺寸為 1-1/4”、1-1/2” 和 2” 的「O」形環平面密封管螺帽是以 1045 鋼熱鍛造製成。
套管 – –「O」形環平面密封套管
是以 12L14 棒料加工製成。
用於大多數高壓應用。 包含持續的機械震動之應用。
操作壓力可達 6000 PSI – 取決於抽製管和接頭的尺寸。 (對於在 5000 PSI 或更高的極端壓力下使用的應用,請聯絡 World Wide Fittings。)
鋼 – 12L14、1045。
「O」形環 – 丁腈橡膠硬度值 90、氟橡膠。
亮面三價鋅。
-30°F 至 275°F(氟橡膠「O」型環可根據要求
針對高溫應用製作。 詳細資訊請聯絡 World Wide Fittings。)
管材尺寸度量是以十六分之一英吋為單位。 訂購時,必須先指定接頭端面,再指定管路螺紋或直螺紋末端。 除非在訂貨時客戶另有指定,在本節中的所有接頭都是以僅本體方式訂購的。 (以整體組件或非標準配置方式訂購接頭,
請聯絡 World Wide Fittings。)
4000 系列接頭符合 SAE J1453 規範。
- 測量該管所需的切割長度。 因為套管會釬焊到抽製管的末端,在測量時您的抽製管末端時,套管必須餘裕空間。
- 裁切抽製管的長度時,要確保在管子的末端部平整。 抽製管末端要進行釬焊處,必須要移除所有的毛刺和異物。
- 在台鉗上將要進行釬焊管子夾持住,並將管螺帽開口朝管末端滑動。 將助焊劑塗到管末端的外側。 在施加助焊劑到套管的尾端時,務必塗抹到外徑、內徑及釬焊環上。
- 釬焊環與套滑動到管末端,並均勻地加熱套筒周圍和管末端。 當助焊劑到達合適的釬焊溫度顏色將變成透明。 保持在適當的釬焊溫度下,釬焊環會熔化且套筒將沉降到管末端。 若套筒沒有沉降到管上,請對套筒施加輕微的壓力,以迫使套筒向下沉降到管上。
- 等管子冷卻後,從台鉗移除組件並檢查釬焊接合處。 釬焊材料應已在管周圍形成一個連續的圓角。 若有明顯的間隙,釬焊接合處可能會不完整,且使用時會導致失效。 建議重新釬焊來改正此問題,
- 移除釬焊組件上多餘的助焊劑及殘留物。
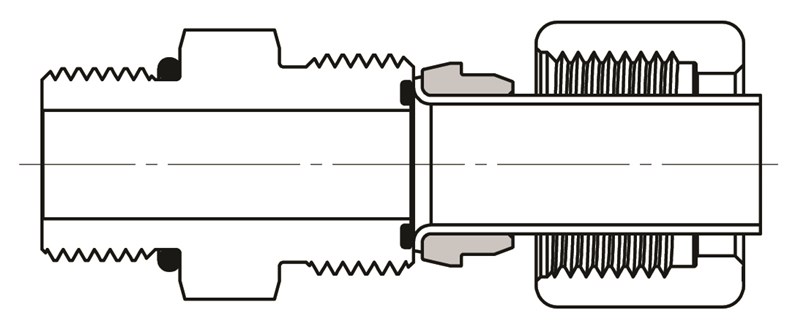
- 將「O」形環平面密封接頭本體安裝到設備上, 將您的管組件的末端與接頭主體對齊。 目視檢查接頭主體的末端,以確保「O」形環密封定位。 將兩端的螺帽滑回主體兩端,並擰緊到手可擰緊的位置。 使用扭矩扳手,以適當的扭矩擰緊平面密封管螺帽。 (在從端口和螺紋組件部分安裝 4000 系列接頭時,請參考裝配扭矩圖。)
______________________________________________________
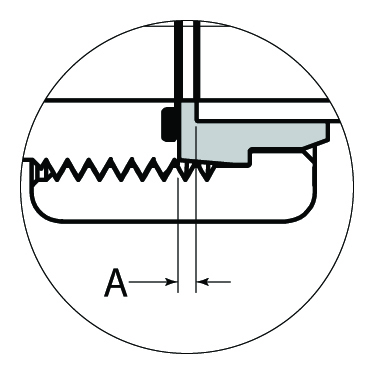
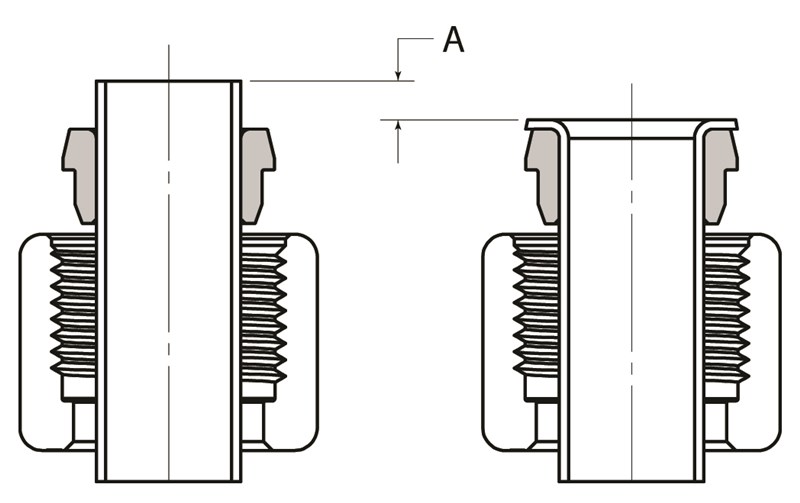
Correct Assembly
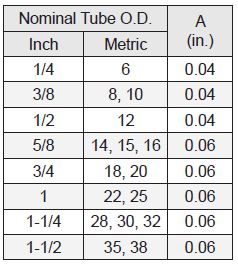
管長餘裕(關於截斷長度,請參閱下表)
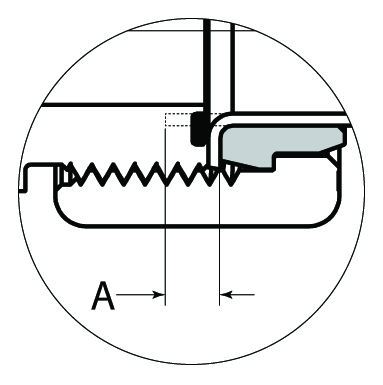
不正確的組裝
法蘭不足的組裝
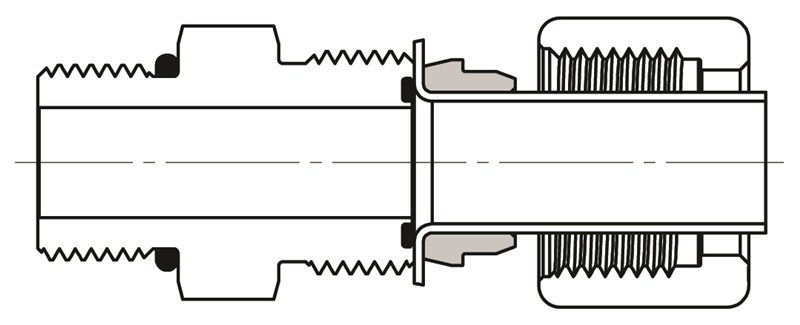
法蘭過量的組裝
_____________________________________________________________
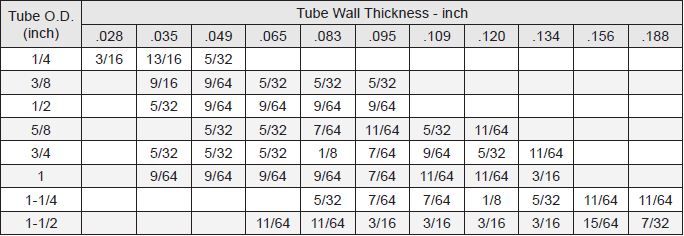
Extra tube cut-off length guide for inch tube